I. Contexte technique et valeur d'innovation collaborative
En tant que fournisseur de base de roulements auto-lubrifiants et de bagues en cuivre en graphite, le Zhejiang Mingxu a étendu sa technologie brevetée pour les appareils de traitement des composants en laiton aux gammes de produits basées sur le cuivre, abordant deux principaux points de douleur de l'industrie:
l Protection de surface de la bague en cuivre en graphite: les méthodes de serrage traditionnelles causent des dommages à la couche de graphite (taux de dommages> 15%), affectant les performances d'auto-lubrification (fluctuation du coefficient de frottement> 30%).
l Fime déformation de traitement de la plaque de cuivre: les plaques de cuivre avec une épaisseur ≤ 1 mm présentent une erreur de planéité d'estampage> 0,1 mm (GB / T 1184 standard), ce qui a un impact sur la précision d'assemblage des composants du radiateur.

Ii Analyse de la technologie de base et applications de produits collaboratifs
1. Traitement de la bague en cuivre en graphite: technologie de protection des couches auto-lubrifiante
1.1 Pression de gradient Cramping flexible
Migration de la technologie d'interface en caoutchouc composite:
l Des tampons de protection en caoutchouc brevetés (dureté de la rivage 60 ± 2) sont utilisés dans la bague en cuivre pressant des moules, réduisant la pression de contact de 28 MPa à 8 MPa et abaissant le taux de dommage à la couche de graphite à 2% (observation microscopique SEM).
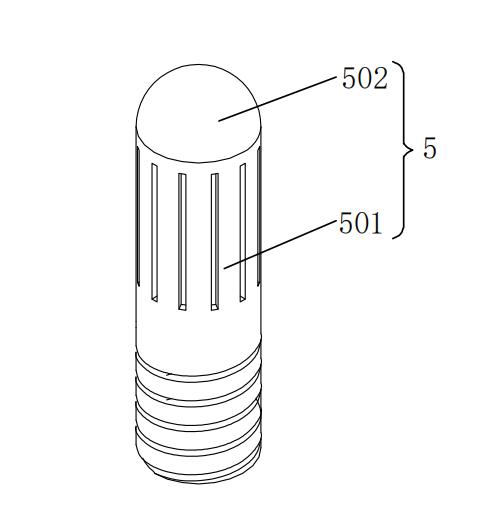
l Associé à un positionnement de précision via des arbres de guidage (501), la concentricité de l'alésage interne est maintenue à ≤ 0,01 mm (norme ISO 1101), assurant une distribution de lubrifiant uniforme.
1.2 Suppression des vibrations et contrôle des micro-damages
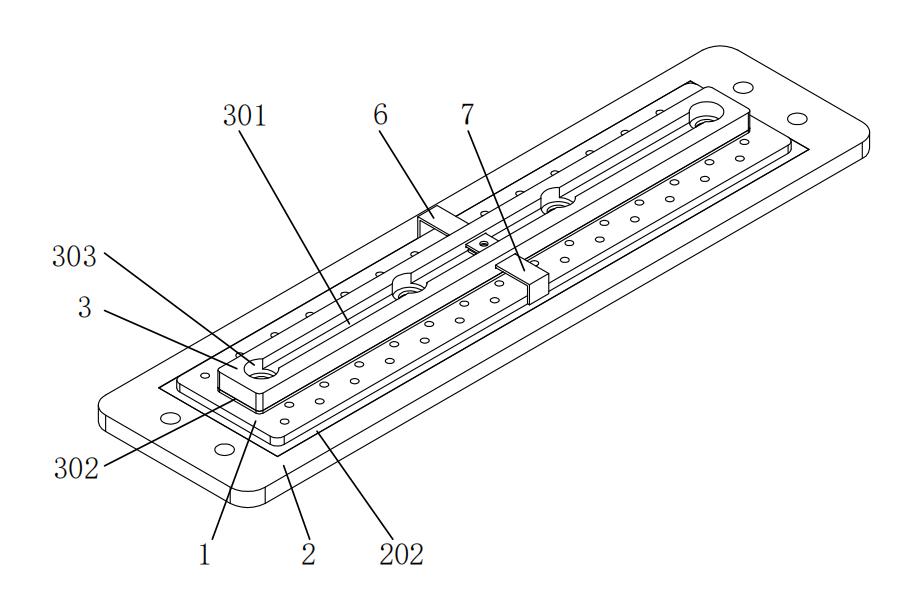
Intégration de la technologie de stabilisation dynamique avec des plaques de traction latérale (6/7):
l Une force de précharge latérale de 200 ± 10 N est appliquée pendant le processus de roulement de la bague en cuivre, en gardant l'accélération des vibrations de traitement inférieure à 0,5 g (ISO 10816-3).
l La valeur RA de la rugosité de surface est stabilisée à 0,4 μm (procédé traditionnel RA = 1,6 μm), prolongeant la durée de vie de roulement à 8 000 heures (testé sur le terrain dans l'industrie de l'énergie éolienne).
2. Traitement de plaques de cuivre de haute précision: optimisation de topologie anti-déformation
2.1 Système de contraintes flexibles multidirectionnelles
Pression équilibrée avec interfaces élastiques:
l Les coussinets de protection en caoutchouc sont transférés sur des moules d'estampage de la plaque de cuivre, améliorant l'uniformité de la pression de contact de 85% (testé avec des films sensibles à la pression).
l Pour les plaques de cuivre de 0,5 mm d'épaisseur, l'erreur de planéité est ≤ 0,02 mm / 300 mm, répondant aux normes des composants AAU pour les dissipateurs thermiques de la station de base 5G.
2.2 Intégration du système de changement de modèle rapide
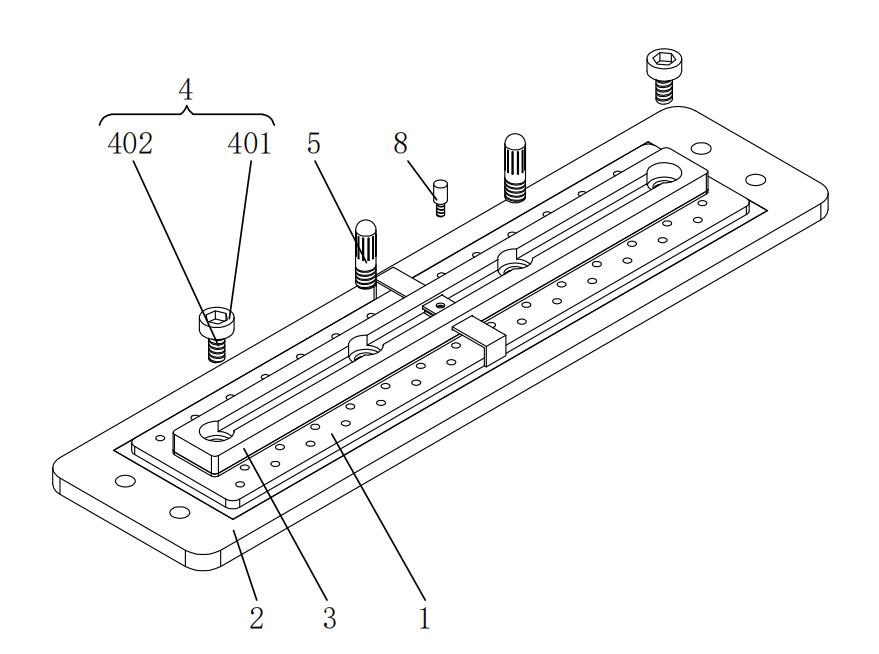
Conception modulaire basée sur les boulons de verrouillage (4):
l Le temps de changement de modèle de moule de plaque de cuivre est réduit de 45 minutes à 3 minutes, ce qui s'associe à la largeur de la plaque entre 300 et 1200 mm.
l La précision de positionnement est de ± 0,05 mm (norme VDI 3345) et le taux de rendement est augmenté à 99,5%.
Iii. Comparaison des performances clés et données de test réelles
| Scénario d'application | Processus traditionnel | Application technologique brevetée | Effet d'amélioration |
| Taux d'intégrité de la couche de graphite des bagues en cuivre graphite | 85% | 98% | 13% |
| Concenticité de l'alésage intérieur des bagues en cuivre | 0,03 mm | 0,01 mm | 67% d'amélioration de la précision |
| Planéité des plaques de cuivre (0,5 mm) | 0,1 mm / 300 mm | 0,02 mm / 300 mm | Amélioration de 80% |
| Efficacité du changement de modèle d'estampage de plaque de cuivre | 45 minutes / temps | 3 minutes / temps | Amélioration de l'efficacité de 1400% |
Iv. Cas de demande typiques
4.1 Bouchages en cuivre en graphite pour les roulements de pas d'éoliennes
Adoption de solutions de suppression de vibration flexibles de serrage:
l Certification DNV GL a passé, en maintenant un coefficient de frottement de 0,08-0,12 à -30 ° C (ASTM D3702).
l Aucune corrosion après 1000 heures de test de pulvérisation saline (ISO 9227) et a été produite en masse pour les éoliennes domestiques à 5 MW.
4.2 Plaques de cuivre dissipation de la chaleur pour les véhicules énergétiques
Application de la technologie d'équilibrage de la pression multidirectionnelle:
l Planéité ≤ 0,05 mm / 500 mm (CATL's Enterprise Standard CTP3.0).
l La conductivité thermique est stabilisée à 385 W / (m · k) ± 3%, soutenant les exigences de dissipation thermique de 800 V systèmes à charge rapide à haute tension.
V. Extension technologique et valeur industrielle
L'application de la ligne croisée de cette matrice technologique brevetée marque trois percées majeures pour Zhejiang Mingxu:
l Ingénierie d'interface des matériaux: la technologie de contrainte flexible protège les surfaces fonctionnelles des matériaux à base de cuivre (couches / revêtements de graphite).
l Système de fabrication de précision: introduit la précision de positionnement des composants en laiton (± 0,01 mm) dans la production de masse de bagues en cuivre / plaques de cuivre.
l Efficacité de la production verte: réduit le temps de changement de modèle de 93% et la consommation d'énergie de 28% (données certifiées ISO 50001).
Si vous souhaitez en savoir plus, veuillez contacter Mingxu Machinery pour obtenir le rapport de brevet complet: enquê[email protected] .



















Contactez-nous