

Roulement en bronze coulé autolubrifiant MXB-JDBU
Cat:Roulement autolubrifiant
Le roulement en bronze coulé autolubrifiant MXB-JDBU est un produit lubrifiant solide haute performance incrusté de graphite ou de lubrifiant solid...
Voir les détails
Les alliages de cuivre sont couramment utilisés dans la fabrication de composants mécaniques en raison de leur excellente conductivité électrique, de leur conductivité thermique et de leur résistance à la corrosion. Cependant, pendant le processus d'usinage, les précautions suivantes doivent être prises:
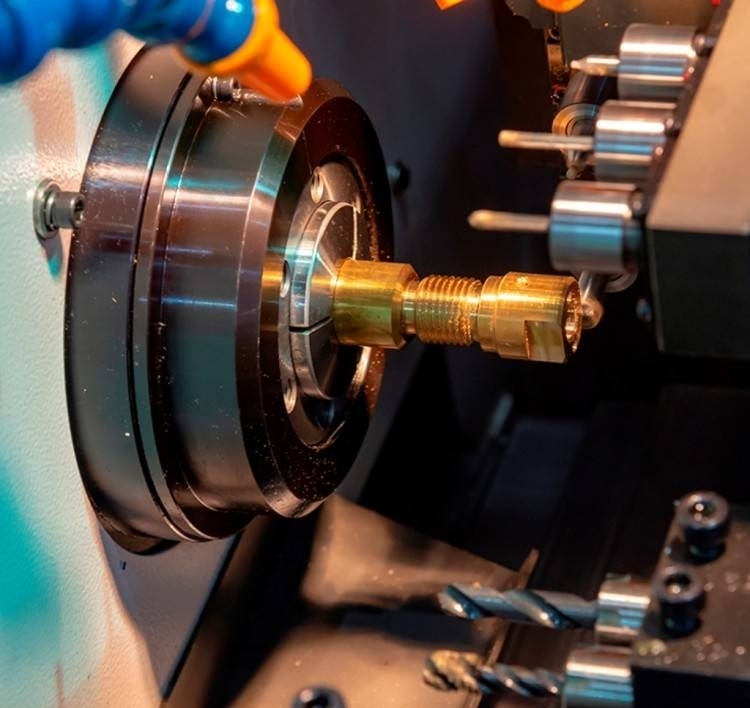
1. Caractéristiques de la matériaux des alliages de cuivre
2.Sélection des paramètres de coupe
3. Sélection destinées
4. refroidissement et lubrification
6.
7. Traitement de l'achat de postes
8. Précautions de sécurité
9. Problèmes et solutions communs
Mauvaise qualité de surface: une mauvaise sélection de paramètres de coupe ou une mauvaise affûtage des outils peut entraîner une mauvaise qualité de surface. Cela peut être amélioré en optimisant les paramètres de coupe ou en améliorant la qualité de l'affûtage des outils.

Le roulement en bronze coulé autolubrifiant MXB-JDBU est un produit lubrifiant solide haute performance incrusté de graphite ou de lubrifiant solid...
Voir les détails
Les roulements en bronze coulé autolubrifiants MXB-JDBUF combinent les avantages de la conception autolubrifiante et de la conception à bride. Les ...
Voir les détails
Le roulement sans huile MXB-DU (également connu sous le nom de bague SF-1) est un roulement coulissant roulé avec une plaque d'acier comme bas...
Voir les détails
La plaque d'usure standard MSEW JIS de 20 mm est basée sur du laiton à haute résistance, du bronze étain, du bimétallique acier-cuivre, de la ...
Voir les détails
Le roulement lubrifiant sans huile SF-1X est un roulement coulissant laminé avec une plaque d'acier comme base, une poudre de bronze sphérique...
Voir les détails
Le roulement sans plomb SF-1W est un nouveau produit développé à base de matériau SF-1X conformément aux exigences internationales de protection de...
Voir les détails
Le roulement de base en bronze SF-1B est composé de bronze à l'étain comme base, de poudre sphérique de bronze fritté au milieu et de PTFE lam...
Voir les détails
SF-1T est un produit de formule spéciale conçu pour les conditions de travail à valeur PV élevée de la pompe à huile pour engrenages. Le produit pr...
Voir les détails
Le roulement lubrifié SF-2X est basé sur une plaque d'acier, avec de la poudre de bronze sphérique frittée au milieu, du polyoxyméthylène modi...
Voir les détails
Les roulements à poinçon en bronze FB092 sont fabriqués à partir d'un matériau en bronze comme base, avec des trous d'injection d'hu...
Voir les détails Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Contactez-nous